October 4th 2003
We have purchased a 1.1-meter quartz blank that was manufactured by GE in the 60’s as test blanks for the Mayall Solar Telescope at Kitt Peak. It was rejected for imperfections in the casting and ended up in the backyard of amateur astronomer Norm Oberle.
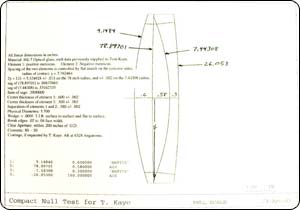
For thirty years it waited to be his retirement project, but sadly, he died of cancer before he could start it. We have picked up the challenge and intend to turn this blank into a fast cassegrain telescope. Our optician has come up with an all-spherical design that uses an 18″ secondary and two corrector lenses. This design should produce 50-micron FWHM star images across the field of the CCD. It also offers the advantage of a short tube length of about five feet, which is a big bonus for this size mirror.
The all-spherical design allows us to bypass the long tedious process of parabolizing the mirror, which can take ten times longer than the initial spherical figure.